Работа с тонколистовой нержавеющей сталью принадлежит к разряду сложных. Ведь сварка легированного металла часто и густо приводит к прожогам и разбрызгиванию стали, а также деформации металлоизделия. В обзоре будут рассмотрены методы сварки тонкой нержавеющей стали.

Нержавеющая сталь, особенно тонколистовая, имеет 3 важных свойства, которые определяют режимы и методы сварки:
- Низкая теплопроводность
- Высокий коэффициент линейного расширения и усадки
- Подверженность межкристаллической коррозии
Неквалифицированный подход при сварке тонкой нержавеющей стали практически всегда приводит к получению некачественного соединения, с не до конца проваренными местами и многочисленными наплывами. Очень часто неправильные режимы и методы сварки приводят к заметному перекашиванию тонколистовой металлоконструкции.
Как варить тонкую нержавейку
Далеко не каждый сварочный аппарат подходит для сварки тонкой нержавеющей стали. Допуск к работе с тонколистовой нержавейкой имеют следующие варианты сварочного:
- Инвертор для ручной дуговой сварки (MMA)
- Полуавтомат для сварки в среде защитного газа (MAG)
- Инвертор для аргонодуговой сварки (TIG)
Дополнительно существуют варианты контактной, плазменной и даже лазерной сварки. Но подобные методы сварки актуальны лишь для производственных условий, на линиях с высоким уровнем автоматизации.
Теперь подробнее про методы сварки тонкой нержавеющей стали.

- Ручная сварка нержавейки электродами (MMA) – тонколистовую нержавейку вполне реально варить простыми электродами. Конечно, сварка тонкой нержавейки аппаратом MMA используется лишь для создания коротких швов, до 20-30 мм.
Электродом реально подварить место протечки в какой-то емкости или трубе из тонколистовой нержавейки. Но что касается создания длинных швов, как при сборке баков или других металлоизделий, ручная сварка электродами не сможет обеспечить надлежащего качества шовных соединений.
Для сварки тонколистовой нержавейки следует использовать инвертор, способный на работу с постоянным током и обратной полярностью. Инверторы этого типа легко распознать по наличию маркировки DC или DC/AC.
В инверторе для сварки тонколистовой нержавейки должны быть реализованы следующие функции:
- Форсаж дуги
- Антиприлипание
- Предварительный прогрев дуги
При работе с тонколистовой нержавейкой следует отдавать предпочтение инверторам, у которых нижний порог силы тока находится в пределах от 20-30 до 35 (А).
Мастеру нужно помнить, что при ручной сварке нержавейки электрод создает повышенное сопротивление току. Для сварки тонколистовой нержавеющей стали лучше всего использовать тонкие и короткие электроды.
При сварке нержавейки обычно используют электроды диаметром 2 (мм) и длиной до 300-350 (мм).
Как варить тонкую нержавейку полуавтоматом.

- Сварка полуавтоматом в среде защитного газа (MAG) – оптимальный баланс производительности и качества шовных соединений сможет обеспечить лишь полуавтоматическая сварка.
Для сварки тонколистовой нержавеющей стали используется защитный газ, обычно СО2. Для повышения качества сварного шва многие специалисты рекомендуют использовать смесь углекислого газа и аргона.
Наличие аргона в смеси защитного газа снижает разбрызгивание расплава. Шов становится более ровным и аккуратным.
Сварка полуавтоматом позволяет получать шовные соединения практически любой глубины и ширины. Данный метод хорошо подходит для создания длинных сварочных швов. Полуавтоматический сварочный аппарат даст возможность собирать различные металлоизделия и конструкции из тонколистовой нержавеющей стали.
При отсутствии защитного газа сварку полуавтоматом делают с использованием специальной проволоки, которая называется самозащитной. При возникновении электродуги и плавлении проволоки происходит разложение присадки и выделение газа, который вытесняет волздух.

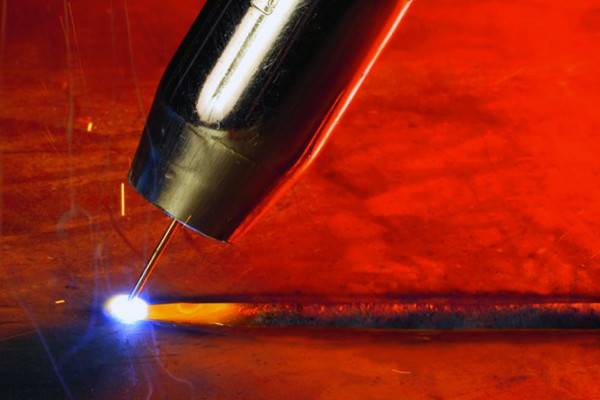
- Сварка аргонодуговым инвертором (TIG) – для сварки тонколистовой нержавеющей стали лучше всего использовать аргонодуговой аппарат. Такой сварочник отличается наличием неплавящегося электрода. Металл для расплава берется из так называемой присадочной проволоки.
Аргонодуговой сварочный инвертор хорошо себя зарекомендовать при сварке тонколистовой нержавейки. Рекомендуемая толщина стенок от 0,5 до 1,5 (мм). Дополнительно без аргонодуговой сварки сложно обойтись при ремонте и монтаже труб высокого давления.
Аргонодуговой инвертор отлично подходит для сварки любых марок нержавеющей стали, даже с ферритной структурой, которые обычно требуют предварительного прогрева.
Сварка аргонодуговым инвертором является универсальной, она одинаково хорошо подходит для создания как коротких, так и длинных швов.
Конечно, аргонодуговая сварка является прерогативой ремонтных мастерских при производстве и СТО. Частные мастера неохотно имеют дело с подобным оборудованием, так как аргонодуговой инвертор достаточно дорого стоит. Недешево обходится и заправка баллонов с аргоном.
Для удешевления себестоимости аргонодуговой сварки вместо чистого аргона используют газовые смеси на основе аргона, гелия и углекислоты.
Что еще нужно знать про методы сварки тонкой нержавеющей стали.

Общие рекомендации по сварке тонколистовой нержавеющей стали
- Нержавейка имеет намного меньшую теплопроводность, чем у простой конструкционной стали. Низкая теплопроводность повышает риск проплавления тонколистовой нержавеющей стали.
Чтобы тонкий лист нержавейки не прогорал, следует использовать минимальную силу тока. Обычно значение силы тока при сварке тонколистовой нержавеющей стали снижают на 15-20%, по сравнению со сваркой листовой конструкционной стали.
Нержавейка практически всегда прогорает при длительном контакте с дугой. При сварке тонколистовой стали проводку принято делать короткими прерывистыми движениями, лучше всего кольцевыми.
- Нержавеющая сталь имеет высокий коэффициент расширения и усадки. В процессе создания сварочного шва металл заметно расширяется. А при остывании шовного соединения происходит обратный процесс, металл стягивается.
Из-за высокого коэффициента температурного расширения/сжатия металлоизделия из тонколистовой нержавейки деформируются, изгибаются и искривляются.
При стыковке тонколистовых поверхностей из нержавеющей стали рекомендуют проводить соединение по загнутой кромке. В этом случае для деформации будет предусмотрено место в самом шве. Вместе с тем загнутая кромка обеспечит металлоизделию дополнительную жесткость.
Особенно важно учитывать коэффициент температурного расширения при подборе электрода (сварочной проволоки для полуавтомата). Электрод должен соответствовать той марке нержавейки, которая соединяется.
Из-за разного состава электрода и соединяемых поверхностей нержавейки шовное соединение может покрыться микротрещинами и даже лопнуть.
Если сваривается разнородный металл, то лучше всего взять электрод на основе высоколегированной стали.
- Нержавеющая сталь подвержена появлению так называемой межкристаллической коррозии. Данный эффект начинает проявляться при высоком нагреве тонколистового металла, что ведет к видоизменению легирующих компонентов до состояния карбидов.
Межкристаллическая коррозия сильно снижает прочностные характеристики шовного соединения. Для минимизации данного эффекта шовное соединение рекомендуют интенсивно охлаждать.
Дополнительная информация о том, как варить тонкую нержавейку.
Как сварить тонколистовую нержавеющую сталь
- Особое внимание нужно уделить подготовке соединяемых поверхностей. По линии шва не должно быть никаких загрязнений, по типу краски, следов коррозии и прочих засоров.
Дополнительно линию шва рекомендуется обезжирить. В этом случае улучшается контакт сварочной дуги. Для обезжиривания подойдет спирт или любой другой растворитель, ацетон или уайтспирит.
Многие сварщики используют и специальное средство от разбрызгивания сварочной ванны. При обработке подобным составом линии шва соединение становится более ровным и аккуратным.
- Производится сварка тонколистовой нержавейки. При использовании будь то электрода (MMA), проволоки или неплавящегося стержня (TIG) рекомендуется использовать прерывистые штриховые или кольцевые движения.
Сложнее всего манипулировать оболочечным электродом. Электрод нередко продавливает тонкие стенки металла, на обратной стороне появляется наплыв. Особенно нежелательны наплывы при сварке труб небольшого сечения. В этом случае из-за наплывов будет ощутимо уменьшен проток.
Что еще нужно знать о том, как варить тонкую нержавейку.
- После сварки нужно обязательно обработать линию шва, причем с обеих сторон.
Без чистки шва не обойтись при сварке электродом в защитной оболочке. В этом случае шов покрывается шлаком, который нужно отбивать молотком.
Наиболее чистую линию шва обеспечивает аргонодуговая сварка. Если сварку проводит опытный специалист, то поверхность шва обретает минимальную шероховатость. Такое соединение не нуждается в какой-либо дополнительной механической обработке.
При сварке полуавтоматом в области шва нередко появляются застывшие капли металла. Их лучше убрать при помощи шлифовальной машинки.