Тема статьи: электроды по нержавейке — маркировка стержней для сварки антикоррозийных и хромоникелевых сталей.
Типы покрытий (обмазка)
Для сварки нержавеющей стали используются стержни с такими покрытиями:
- рутиловым;
- основным;
- с повышенной степенью наплавки;
- специальным для сварки на спуск и гравитационной.
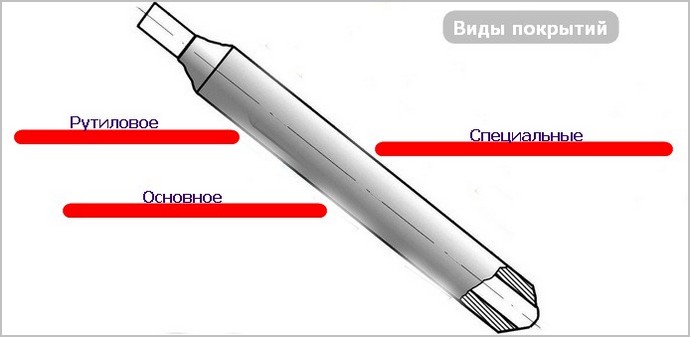
От вида обмазки зависят сварочные характеристики, перенос металла (капельный, струйный), отделяемость шлака, область использования расходника и положение соединения. Вид покрытия влияет на механические показатели наплавленного металла и шва.
Рассмотрим популярные покрытия и выберем подходящий электрод для наших задач!
Марки популярных ESAB расходников
Какими электродами варить нержавейку? Марки плавящихся изделий с рутиловым покрытием:
ОК 63.30 яркий представитель этого вида. Обеспечивает капельный перенос металла, постоянство дуги, малую разбрызгиваемость. Свойства самошлакоотделения делает процесс удаления простым. Шов качественный, даже при соединение угловых швов.
Рутиловое покрытие работает на переменном и постоянном токе. Электроды диаметром 1,6-3,2 мм применяются во всех пространственных положениях, но ввиду большой текучести шлака, лучше выполнять ими сварку в нижних положениях.
ОК 63.41 — рутиловый электрод с повышенной степенью наплавки. Наличие металлического порошка в обмазке увеличивает производительность стержней.
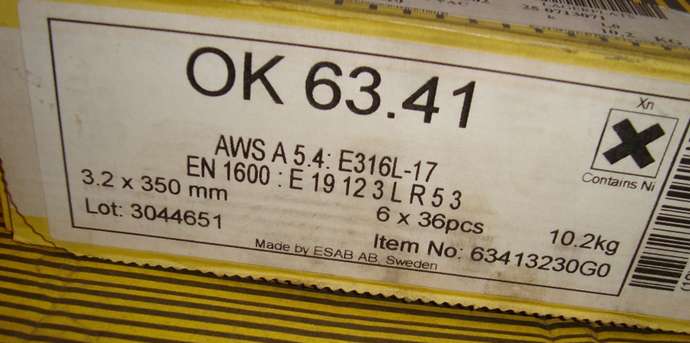
Ввиду отсутствия перегрева покрытия, изделия производятся большей длины. Длинные стержни снижают время на смену и поджиг расходников, что увеличивает длину сварного шва. Электроды для нержавейки с рутиловым покрытием применяются в основном для соединений в нижнем положении.
Заводы-производители поставляют на рынок электроды любых диаметров. Но сварщики приобретают расходники от 3 мм и выше. Большие диаметры позволяют опираться на обмазку, что благоприятно сказывается на сварке нержавеющей стали.
ОК 61.35 с основным покрытием отличаются от рутиловых изделий. Применяются на постоянном токе, во всех положениях. Шлак удаляется тяжелее, чем у рутиловых собратьев.
ОК 67.72 — синтетические электроды для сварки нержавейки применяются для соединения разнородных сталей с нержавеющей. Стержни 67.72 изготовляются из малоуглеродистой стали с легирующими элементами в обмазке. Специальные синтетические электроды длиной до 70 см, применяются для гравитационной сварки.
ОК 63.34 с рутиловой обмазкой используется для сварки на спуск. Улучшенное шлакоотделение позволяет варить на переменном и постоянном токе. Электроды подходят для тонкого и толстого металла. Для сварки в остальных пространственных положениях лучше применять рутиловые стержни.
ОК 63.20 электроды по нержавеющей стали с специальным покрытием для повторного возбуждения дуги, придумали для сварки точками. Процесс происходит при кратковременном поджиге и гашении дуги. Стержни востребованы для соединения труб и тонкого металла.
На каждую упаковку наносится специальная маркировка, обозначающая характеристики изделий:
- полярность;
- настройка тока;
- переменный или постоянный ток;
- напряжение холостого хода и др.
Видео:
Другие марки расходников
1) Электроды по нержавейке ЦЛ 11. Специальная обмазка с карбонатами и фтористыми соединениями. Постоянный ток обратной полярности. Напряжение холостого хода 65 В. Швы прочные и антикоррозийные. Аналог ESAB ОК 61.85. Цена 5-ти кг упаковки 690 рублей (ЛЭЗ, д 5 мм).
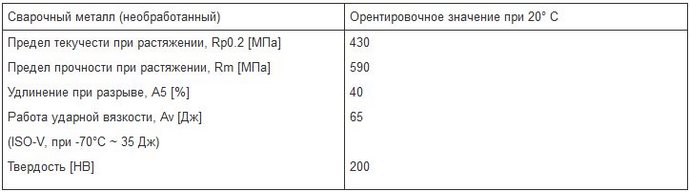
2) Castolin EutekTrode E308L с рутиловым покрытием. Для соединения стабилизированных и нестабилизированных CrNi-сталей, плакированных сталей и наплавок. Шов антикоррозийный, полируется до блеска.
Расходники используются при монтаже емкостей и трубопроводов, в пищевой отрасли. Цена 1 электрода 50 рублей, диаметр 3.2 мм, производство Симферополь. Таблица технических данных:
3) ЭА-400/10Т для нержавеющих коррозионостойких сталей разных марок.
4) ОЗЛ-8 для ручной дуговой сварки хромоникелевых, коррозионностойких сталей. Когда не требуется стойкость межкристаллитной коррозии.
5) Е308-16 (аналог ОЗЛ-8, ОК-61.30). Сваривание во всех позициях, минимальное разбрызгивание, самоотделяющийся шлак. Шов термо-коррозионностойкий.
6) Rost 1913 для многих видов корозионностойких сталей. Шов устойчив к межкристаллитной коррозии.

7) ОЗЛ-310 для соединения и наплавки жаростойких сплавов, используемых в окислительных средах.
Список дополняют:
- ЦТ-15, НЖ-13, ЭА-400/10У;
- ОЗЛ-6, ЦТ-28, КТИ-7А.
Видео:
https://www.youtube.com/watch?v=BhoPMSSw0AE
Какие электроды по нержавейке лучше, сказать трудно! Каждый сварщик отдает предпочтение своему расходнику.
Расходники для разнородных сплавов
Переходные электроды для сварки нержавейки и стали (чернухи). Соединение нержавеющих сталей с разнородными (углеродистыми и низколегированными) сталями выполняется более легированными расходниками, чем сам материал.
Лучшие изделия:
- ОЗЛ-312;
- НИИ-48Г.
- ОЗЛ-312 используются, когда марка сталей по химсоставу неизвестна.
- НИИ-48Г хорошо подходят для переходных (буферных) слоев. Шов отличается стойкостью к водородному растрескиванию и образованию горячих трещин.
Марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-28, ОЗЛ-32 тоже применяются для соединения разнородных сталей.
В среде домашних мастеров универсальный электрод ОЗЛ-6 отзывы получает хорошие. Хром и никель находящиеся в составе, создают хороший шов при сварке черных сталей с нержавеющими.
Как варить нержавейку электродом
За рубежом и в России популярны 4 марки нержавеющей стали. В различных странах, они имеют разную маркировку. Соответствие американской, европейской и российской маркировок представлены в таблице.

Перед сваркой нержавеющей стали электродами, заготовки подготавливаются так:
- кромки деталей зачищают щеткой;
- фаски разделывают по ГОСТ 5264.
Характер и разделка кромок подбирается исходя из вида соединения и толщины свариваемых элементов.
Хромоникелевые, высоколегированные стали — пластичны, не требуют подогрева при соединении, хорошо свариваются. Но, имеют нюансы при сварке: проявляют склонность к межкристаллитной коррозии металла шва и околошовной зоны, образуют горячие трещины в сварных соединениях.
Для предотвращения дефектов, необходимо:
- не перегревать металл шва и основное изделие (не более 150 градусов);
- сварку выполнять короткой дугой, без поперечных колебаний электрода, на низких токах с высокой скоростью;
- использовать медные пластины для теплоотвода;
- при больших толщинах применять многопроходное соединение.
Электросварка нержавейки электродом выполняется специальными легированными стержнями. После наплавки, шов зачищается щеткой и обрабатывается антикоррозионной пастой.

Как сваривать нержавейку электродом? Для теста возьмем пластины толщиной 3 мм. Такие изделия соединяются без разделки. Ложим пластины на медную подкладку для отвода тепла. Для электродов 3 мм, устанавливаем на аппарате ток в 80 А. Зачищаем края пластин щеткой и выставляем между ними небольшой зазор.
Соединение производим короткой дугой, без колебаний. Молотком отбиваем шлак и зачищаем шов щеткой. Сварное соединение получается без дефектов, с полным проплавлением корня шва. Для восстановления антикоррозионных свойств, зону шва травим пастой SE. Через 20 минут остатки пасты смываем водой.
Видео:
https://www.youtube.com/watch?v=3Ho-eo5IUW4
Изделия не предназначенные для нержавейки
В целях экономии, домашние мастера спрашивают: можно ли варить нержавейку обычным электродом? Да, это возможно!
Человек поделился в видеоролике личным опытом. Он рассказывает, как заварил трещину в теплообменнике банной печи из нержавейки, стержнем АНО-4, выставив ток у аппарата 60 А.
Видео:
Ещё спрашивают, можно ли сваривать электродом LB-52U нержавейку? Мне такие случаи не известны. Если вы пробовали, то поделитесь в комментариях личным опытом.
Изделия LB-52U с пониженным содержанием водорода используются для морских конструкций, магистральных труб и резервуаров. Которые сваривают с одной стороны.
P.S. Мы рассмотрели, лишь часть расходников для работ с нержавеющими сталями. Каждый год появляются новые марки с разными названиями, но технические характеристики — почти одинаковые.