Острую кромку режущего инструмента принято восстанавливать механическим способом, при помощи абразивных материалов: точильные камни, круги или наждачная бумага. Но подобная обработка ведет к ускоренному износу лезвия, оно просто стачивается механически.
В качестве альтернативы механической заточке некоторые мастера практикуют затачивание лезвия в среде электролита. Это так называемая химическая (электрохимическая) заточка. Обзор расскажет о том, как заточить нож в электролите.

Электрохимический метод особенно актуален для затачивания лезвия опасной бритвы. В данном случае производится доводка и правка острия. Химический метод позволяет добиться такой остроты режущей кромки, которую невозможно получить при использовании абразивной обработки.
Химическая заточка лезвия – суть процесса заключается в выравнивании поверхности лезвия за счет растворения металла. Первыми всегда вступают в реакцию частицы металла при вершинах, что позволяет убрать «зубчатку». Режущая кромка обретает идеально ровное острие.
Для растворения металла используются растворы кислот, щелочей и кислых солей, при помощи которых создается электролит. Поверхность помещенного в электролитическую среду металла начинает диссоциировать на ионы, то есть растворяться.
Инструмент из углеродистой стали затачивают простым раствором серной или соляной кислоты. Если же проводится обработка инструмента из легированной стали, то следует использовать многосоставные растворы. При заточке нержавеющей стали обязательно используют воздействие электротока. О химической заточке и составе электролита будет подробно рассказано ниже по тексту.
Разумеется, химической заточке инструмента должна предшествовать первичная механическая обработка. При помощи абразива создается профиль клинка и производится грубое первичное затачивание. Химическое же растворение металла позволяет осуществить правку и доводку острой кромки, то есть финишную обработку.
Химическая заточка инструмента
При химической заточке острой кромки отпадает необходимость в использовании источника электрического тока. Это делает обработку более простой, но вместе с тем заметно возрастает время растворения металла.
Следует отдельно заметить, что простая химическая заточка является актуальной лишь для углеродистых марок стали. Для нержавейки стандартный химический метод подходит слабо, что обусловлено повышенной стойкостью легирующих компонентов стали к агрессивной среде электролита.
Химическая заточка острой кромки нередко совмещается с протравливанием и воронением клинка металлического инструмента.
Протравка позволяет быстро и тщательно очистить металл от многочисленных окислов. В процессе воронения происходит химическое окрашивание металла и создание защитной пассивирующей пленки.
Чаще всего для химической заточки инструмента используется простой аккумуляторный электролит. Это раствор серной кислоты около 35%. Главной особенностью раствора аккумуляторного электролита является более агрессивное воздействие на металлическую поверхность.
Серная кислота хорошо справляется с растворением металла, тогда как соляная кислота больше воздействует на металлические окислы. Аккумуляторный электролит на основе серной кислоты оставляет на металлической поверхности заметное матирование. Раствор соляной кислоты более щадяще воздействует на металл.
При химической заточке инструмента следует строго придерживаться правил безопасности. Рабочее место должно хорошо проветриваться. В процессе работы с электролитом нужно обязательно одевать защитные очки и перчатки.
Итак, как заточить нож в электролите.
- Готовим рабочую емкость. Нужна тара, которая стойко переносит воздействие электролита. Обычно используют стеклянную банку. Объем банки должен соответствовать размеру обрабатываемого инструмента.
В некоторых случаях химической обработке подвергают лишь само острие, то есть острую кромку ножа. Для такой работы потребуется широкая ванна и механизм фиксации режущего инструмента в горизонтальном положении.
Вместе с тем можно просто защитить металлическую поверхность клинка, которую не нужно растворять. Для этого обычно используют лак или битумную смолу.
- Готовим электролит. Многие мастера покупают уже готовый раствор.

Но электролит можно приготовить и самостоятельно. Для этого следует смешать серную кислоту (35%) с дистиллированной водой (65%). Кислота тонкой струйкой вливается в воду. Нужно обязательно размешать раствор.
- Обезжириваем клинок. Особое внимание следует уделить очистке острой кромки.
Для обезжиривания обычно используют спирт. Но можно применить и бензин, и ацетон, и многие другие растворители.
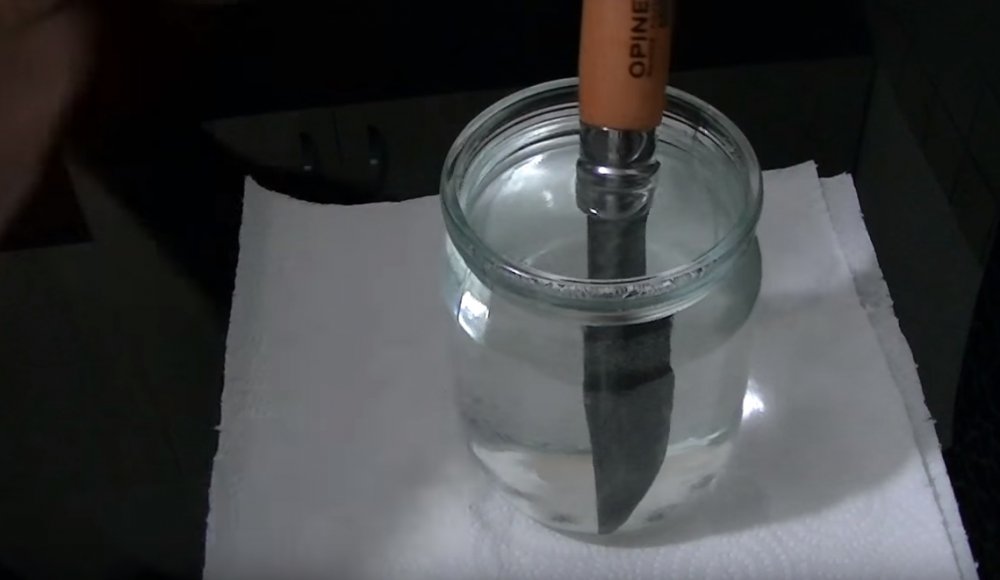
- Помещаем инструмент в емкость с электролитом. Острая кромка должна быть полностью покрыта рабочим раствором.

- Засекаем время и контролируем процесс химической заточки.

Специалисты рекомендуют извлекать инструмент из электролита через каждые 15 минут и протирать клинок, особенно острую кромку, от черной пленки. Если не убирать пленочное покрытие, то химическое растворение металла будет длиться дольше и хуже.
Время химической заточки обычно составляет 2-3 часа.
В процессе химического растворения металла рекомендуется дополнительно подогревать кислотный раствор. Оптимальная температура электролита на основе серной кислоты составляет в пределах 50-80 С.
Если нет возможности дополнительно подогревать электролит, то лучше всего отдать предпочтение раствору на основе соляной кислоты. Такой электролит эффективен в диапазоне температур 20-60 С.
Для достижения максимально быстрого и качественного результата химической заточки острия специалисты рекомендуют время от времени производить замену электролита, примерно каждый час.
- В конце процесса нужно окунуть клинок в раствор соды. Это позволит нейтрализовать кислотную среду на поверхности металла. Но можно ограничиться и простой чисткой инструмента мыльным раствором и обильным промыванием в чистой проточной воде.
Дополнительно многие мастера смазывают клинок растительным маслом. Это позволяет удачно оттенить матовую поверхность обработанного металла.
Что еще нужно знать о том, как заточить нож в электролите. Какие еще методы существуют.

Электрохимическая заточка инструмента
Если обрабатывается инструмент с пониженным содержанием углерода и наличием легирующих компонентов (хром, никель, молибден, вольфрам и пр.), то для растворения металла не обойтись без применения электротока.
Наличие тока в среде электролита делает растворение метала упорядоченным. В этом случае затачивание становится активным. Химическое растворение металла многократно ускоряется и усиливается.
Электрохимическое затачивание инструмента из нержавеющей стали проводится в многокомпонентном электролите. Для приготовления такого раствора используются:
- Дистиллированная вода
- Серная кислота
- Соляная кислота
- Поваренная соль (NaCl)
Наличие хлорида натрия (соли) позволяет замедлить окислительные процессы. Серная кислота берется из расчета 50-60 (г/л). Соляной кислоты нужно 30-40 (г/л). Соль 20-30 (г/л).
Электрический источник должен вырабатывать плотность тока на уровне 0,5-1 (кА/м2).
Продолжительность процесса электрохимического затачивания обычно не превышает 30 минут.
Клинок режущего инструмента выступает в роли анода, то есть подключается к «+». Дополнительно потребуется катод, подключаемый к «–». В качестве катода нужен такой металл, чтобы он не растворялся в электролите. Обычно используют пластину свинца.
Температура электролита не должна снижаться ниже 20 С. В теплый сезон года можно дополнительно не подогревать раствор. Зимой же температуру электролита следует поддерживать в пределах 20-60 С.
В процессе электрохимической заточки следует контролировать положение режущей кромки по отношению к катоду. Лучше всего разместить лезвие подводкой к катоду. Длина катода должна соответствовать длине лезвия.
Дополнительная информация о т ом, как заточить нож в электролите.

Особенности химического растворения металла
При затачивании инструмента в электролите следует помнить, что химический раствор может оказывать на разные части клинка разное воздействие. Если в ноже закалена только режущая кромка, то на клинке появится соответствующий рисунок.
Достаточно интересно проявляется узор дамасской стали. Наслоения металлической структуры эффектно оттеняются, делая рисунок еще более выразительным и отчетливым.
Конечно, неоднородная структура металлической поверхности может влиять на скорость растворения металла на разных участках клинка. Крайне желательно, чтобы лезвие инструмента было как можно более однородным, с однотипной термообработкой.