Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
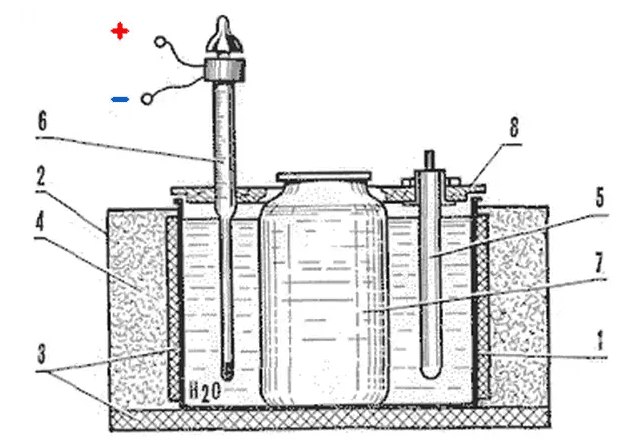
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
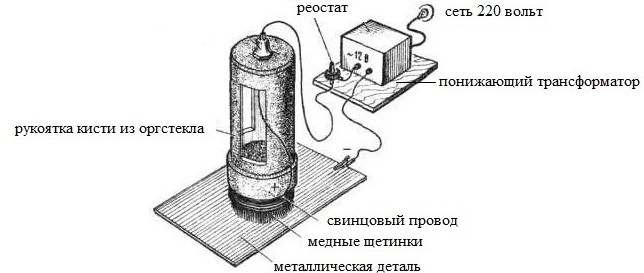
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
- CrO3 – 400;
- H2SO4 – 4.
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Видео:
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
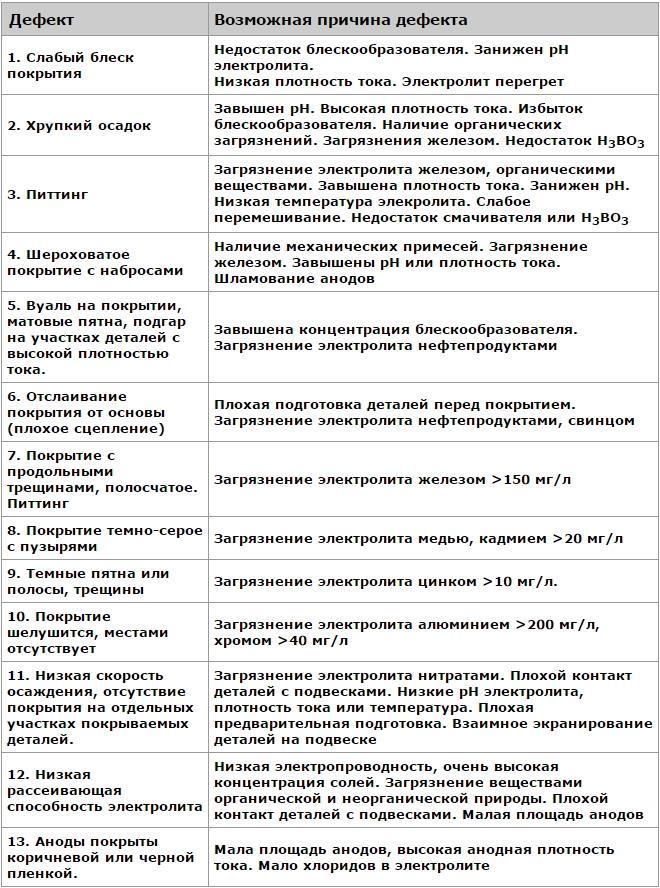
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.
P.S. Целесообразно учитывать указанные факторы, чтобы избежать появления подобных дефектов при выполнении операции хромирования собственными силами.