Чтобы придать металлическому изделию определенную форму и размер, можно применять разные способы токарной обработки.
Но иногда требования к качеству такой обработки требует повышенной прочности в области воздействия на металл. С этой целью металлические изделия обрабатывают электроэрозионным способом.
Кроме получения нужной формы и параметров деталей он позволяет получать сквозные отверстия, фасонные канавки в виде углублений и пазы в заготовках. С помощью электроэрозионной обработки металлов можно изготовить различные виды инструментов, прочностные требования к которым повышены.
Суть электроэрозионной обработки
Электроэрозия представляет собой изменение структуры и формы металла путем воздействия электрического разряда. Она возникает при создании напряжения между электродами. Одним из них служит изделие из металла, а вторым – рабочий электрод.
Если по электродам пропускать ток, то в пространстве между ними возникнет напряжение за счет электрического поля. При сближении расстояния между электродами до критического возникнет разряд, служащий проводящим каналом электричества.
Чтобы повысить силу разряда электроды помещаются в жидкость, являющуюся диэлектриком, в качестве которой используют различные масла минерального характера или керосин. Проходящий по образованному каналу ток, нагревает диэлектрическую жидкость, доводя ее до кипения и последующего испарения с образованием газового пузыря. Внутри этого пузыря возникает мощный разряд, сопровождающийся потоком электронов и ионов.
Бомбардируя электрод, они создают плазменный поток. В результате в зоне разряда температура повышается до 10000–12000°C и мгновенно расплавляет металл с образованием эрозионного углубления в виде лунки. Значительная часть расплава испаряется, а на поверхности металла в лунке после его остывания остается слой, состав которого отличается от состава исходного металла.
На рисунке (ниже) показана лунка, возникшая при воздействии электрического импульса, где: 1– объем лунки, 2– легированный слой, 3 – луночный валик, 4– металлическая деталь.
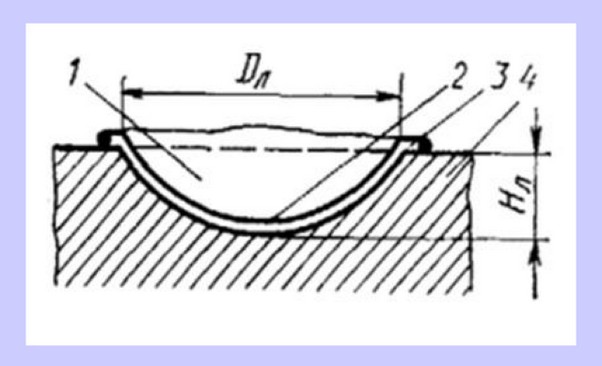
В состав поверхностного слоя входят компоненты не только испарившейся жидкости, насыщающие металл углеродом с образованием карбидов железа, но и элементы расплава металла рабочего электрода.
В результате такой электроэрозионной обработки стальные заготовки в месте воздействия можно легировать такими элементами, как хром, титан, вольфрам и другими. Такое легирование значительно упрочняет поверхность металлической заготовки в месте электроэрозионной обработки.
Электроэрозионная резка
Наиболее востребованной является электроэрозионная резка металлов. Ее сущностью является действие на металлическую заготовку искровых электрических разрядов, образованных при протекании в электродах импульсного тока, при их максимальном сближении и нахождении в жидкой среде диэлектрика.
Таким образом, для проведения электроэрозионной резки на протяжении всего процесса резания нужно обеспечить:
- подачу напряжения к электродам в виде импульсов;
- периодически сокращать между электродами расстояние до критического размера;
- обеспечить наличие жидкой среды (керосина или масла).
При обеспечении таких условий из металлической детали под влиянием высокой температуры, возникающей за счет действия разрядной дуги, выбиваются частицы, которые затем вымываются диэлектрической жидкостью. Диэлектрик также выполняет функцию катализатора распада частиц металла, т. к. при высоких температурах испаряется.
Поскольку единичный разряд должен происходить с периодическим постоянством в виде краткосрочных искр, чтобы достичь разрезания заготовки по намеченному контуру, нужно соблюдать определенный режим работы. Различают два режима обработки: электроискровой и электроимпульсный вид.
Видео:
Электроискровая обработка
При режиме электроискровой обработки заготовок проводится с использованием кратковременных разрядов, происходящих в форме искр через диэлектрическую жидкость.
При таком режиме соблюдается следующая схема подачи импульсов:
- обрабатываемая заготовка служит анодом с положительным зарядом, к которой устремляется поток электронов с рабочего электрода.
- ионы металла детали воздействуют на рабочий электрод. Чтобы он не разрушился, используют импульсное напряжение на протяжении 10-3 с.
Видео:
Электроимпульсная обработка
При режиме электроимпульса заготовка служит катодом с отрицательным импульсом, который действует доли секунды. Создается дуговой разряд, направляющий поток ионов в сторону детали. В таком режиме обеспечивается большая скорость металлического съема, но чистота обработки металла хуже, чем при электроискровом режиме.
При электроэрозионной резке используются искровые разряды, которые обеспечиваются импульсами электрического тока, вырабатываемого генератором специального станка, предназначенного для такой обработки.
Электроэрозионный станок

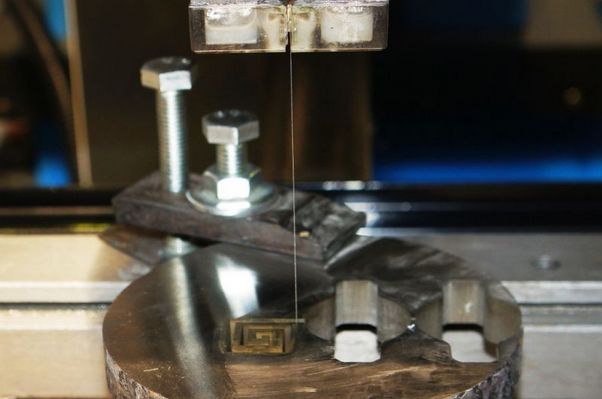
Упрощенно работа на электроэрозионном станке происходит так:
- Импульсный ток подается деталь и проволочный электрод из молибдена. Также могут быть использованы вольфрам, латунь, медь и другие металлы.
- Одновременно с подачей импульсного тока на электрод происходит перемещение детали с помощью направляющих станка ЧПУ в нужном направлении.
- Возникающие искровые импульсы разрядов выжигают область металла в месте разреза.
- Расплавленный металл смывается охлаждающей жидкостью.
- При работе обеспечивается одновременное перемещение проволоки, намотанной на специальный барабан.
Электроэрозионное оборудование включает:
- станок, на котором осуществляется операция;
- генератор напряжения, обеспечивающий импульсный режим;
- устройство подачи диэлектрической жидкости и ее очистки;
- систему откачки из рабочей области образованных газов.
Непосредственно станок состоит из:
- основания в виде станины;
- ванны, размещенной на столе;
- головки шпинделя;
- пульта для управления процессом;
- системы обеспечения подачи импульсов на деталь;
- системы автоматической регулировки процессов.
Видео:
Встречаются станки, которые могут иметь некоторое отличие в устройстве. Например, могут иметь систему очистки в виде отдельного устройства.
Импульсные генераторы являются отдельными агрегатами, размещенными рядом с основным станком. Есть виды устройств, в которых генератор встроен в станок.
Упрощенный вариант электроискрового станка не включает систему подачи жидкости и ее очистки. Обработка включает погружение стола с деталью заготовки в воду, находящуюся в ванне. Если обработка проводится с использованием керосина, то образующиеся газы удаляются через общую вентиляцию.
При эксплуатации этого оборудования требуются квалификация и знание технологического процесса, которые позволят выполнять процесс с соблюдением всех требований, отраженных в документации.