Всегда в домашнем хозяйстве найдется чугунное изделие. Будь то бытовая утварь или деталь автомобиля.
Сварка чугуна аргоном актуальна для реставрации треснувшей вещицы или отвалившегося куска хрупкого металла. Ремонт обойдется в разы дешевле, чем покупка новой детали. Которую бывает ещё и не найти!
Сварочные аппараты не дорогие и каждый домашний мастер может купить понравившийся прибор.
Для сварки чугуна применяют постоянный ток, но лучше приобретать универсальный аппарат с функцией переключения подачи тока. К примеру, алюминий варится на переменном токе. Особой разницы между аппаратами нет, выбор делается по индивидуальному вкусу мастера.
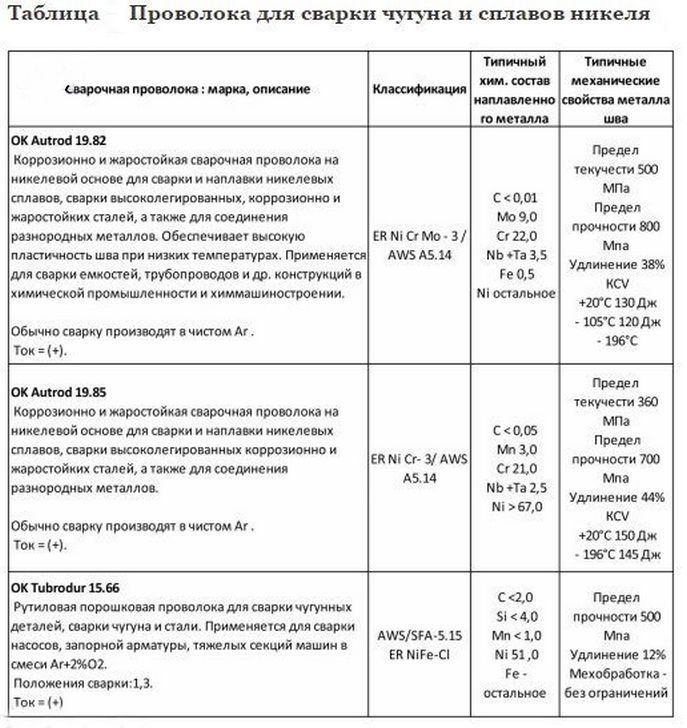
Аргонная сварка чугуна требует наличие припоя — прутки железо-никелевые и из кремнистой, олявинистой, алюминиевой бронзы. Хотя бронза больше подходит для пайки, чем сварки. Таблица с характеристиками проволоки.
Некоторые умельцы в кустарных условиях используют одну нержавеющую проволоку, нержавеющую присадку с обмотанной медной проволокой или отбитые от обмазки стержни электродов по чугуну.
На некоторых форумах советуют в качестве присадки применять чугунные поршневые кольца.
Любой присадочный материал, перед работой рекомендуется очистить, протереть салфеткой пропитанной ацетоном.
Особенности материала
Чугун содержит много углерода, что мешает качественному соединению.

В трудоемкость процесса входит:
- склонность материала к образованию трещин;
- появление каленых структур при термической обработке;
- образование пор;
- тонкостенный материал лопается от перегрева.
Хоть чугун и мягкий материал, но его тяжело обрабатывать, быстро садится инструмент.
Виды чугуна
По структурному составу материал делится на белые и серые.

- Белые — твердые и хрупкие, не свариваются. Обрабатываются только шлифованием.
- Серые, к ним также относится ковкий и высокопрочный чугуны. Хорошо обрабатываются и подлежат сварке.
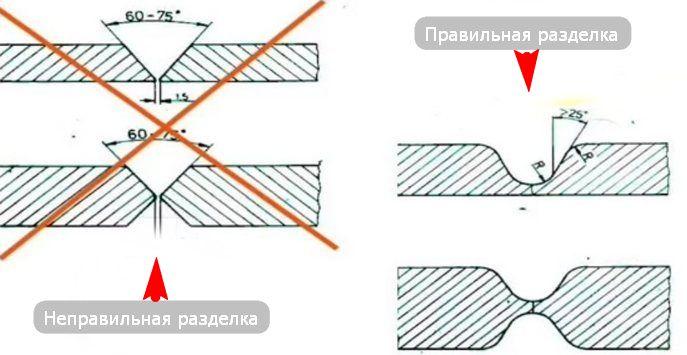
Разделка кромок
Зачищать и обезжиривать чугунные детали в основном не надо. Требуется только разделка кромок, которые можно снимать всеми доступными способами:
- наждаком;
- болгаркой;
- напильником.
Учтите — нельзя оставлять острые кромки. Острота убирается болгаркой.
Как варить чугун аргоном
Технология мало чем отличается от других соединений. Крепко фиксируем заготовку в нескольких точках. Берем в руки горелку и присадочный материал. Присадка подается под углом 20-30 градусов. Расстояние между соплом и деталью 3-10 мм.
Варим аргонно дуговой сваркой короткими швами 2-3 см и проковываем. Оборвали дугу и пока шов красный, стучим часто, но несильно. Шов должен сминаться, а звук от стука быть глухим. Если металл звенит и молоток отскакивает, то проковка останавливается.
Вес молотка до 1,2 кг, а боек — закругленного типа.
Некоторые типы чугуна свариваются без предварительного прогрева (на холодную), а другие виды нуждаются в дополнительном нагреве. Всё познается на практике.
Для автоматов выпускается специальная проволока для сварки чугуна. Имеет маркировку:
- ПП-АНЧ-1 — для мелких трещин (без подогрева);
- ПП-АНЧ-2 — для толстых изделий (с подогревом и без);
- ПП-АНЧ-3 — для соединений всех размеров (подогрев до высокой температуры).
Видео:
P.S. Мы рассмотрели, чем варить и как происходит сварка чугуна аргоном. В процессе практики вы поймете, что аргонная сварка чугуна не имеет никаких преимуществ перед другими видами соединений. Результат неплохой, но сложность присутствует, трудозатраты и цена выше.
Вывод: аргоный метод хороший, но не основной для соединения чугунных изделий.