Профильные трубы востребованы во многих сферах жизни.
Из них изготавливают конструкции различных изделий в промышленности, строительстве и быту. Часто для этих целей приходится придавать таким трубам гнутую форму с помощью определенной деформации. Сгиб профильных труб может проводиться с помощью специальных станков, называемых трубогибами.
Без трубогиба нужную форму придать изделию сложно. Их можно приобрести готовыми, произведенными в промышленных условиях, а можно сделать самостоятельно, если потребность в таком станке возникает периодически для домашних нужд. Для этого, важно знать, как можно изготовить самим устройство для сгибания профильных изделий.
Способы получения гнутых профилей
Применяют два варианта гибки профильных труб своими руками: холодный и горячий.

Оба они преследуют цель сохранить целостность профильной формы при сгибании изделия. Для этого в противовес к внешнему сдавливающему усилию при процедуре гибки внутреннее пространство профиля заполняется определенным веществом, препятствующим сдавливанию.
При холодном способе таким веществом является замороженная вода, а при горячем – речной песок.
Особенности холодного способа
Сгибание заготовки с использованием воды обычно применяют в зимнее время при сильных морозах. Для этого профильная труба с одной стороны герметично закрывается пробковой затычкой, а с другой стороны заполняется водой.
Изделие оставляют на морозе в вертикальном положении герметичной стороной вниз до полного промерзания воды. После этого осуществляют процесс сгибания изделия до нужного радиуса.
Горячий способ сгибания
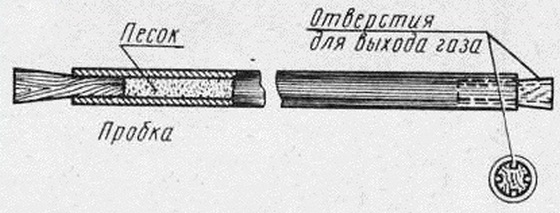
В основе способа лежит нагревание области сгиба профильного изделия. Его можно применять в любое время года. Трубу с одного конца также герметизируют, закрывая пробкой или любым подручным средством.
Затем внутрь с другой стороны засыпают речной песок и закрывают конец заглушкой. Размер длины заглушки должен превышать диаметр трубы примерно в 2 раза, чтобы она могла выдержать вес помещенного в трубу песка.
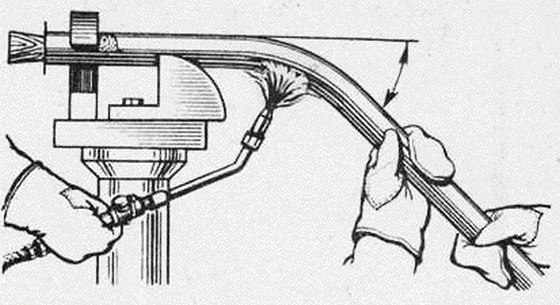
Место сгиба помечают мелом или маркером и производят его нагрев. Для отхождения образующихся при нагревании газов на концах изделия желательно просверлить небольшие отверстия.
При нагреве участка до нужной температуры производят сгибание трубы на станке, соответствующем параметрам изделия.
Важно! При сгибании трубы не нужно допускать искрения металла.
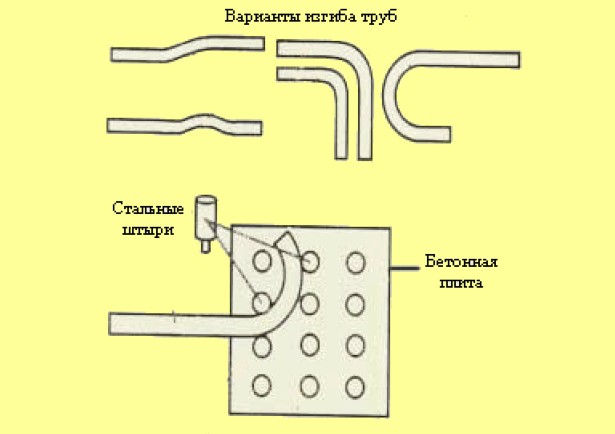
Схема горячего способа сгибания профильной трубы показана на рисунке:
Особенности конструкций станков для сгибания разных профильных труб
Несмотря на простоту выполнения гибки профильных изделий, нужно учитывать их характеристики перед тем, как приступать к сгибанию.
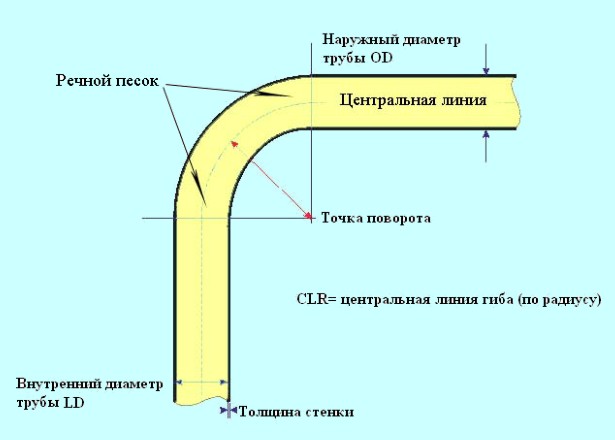
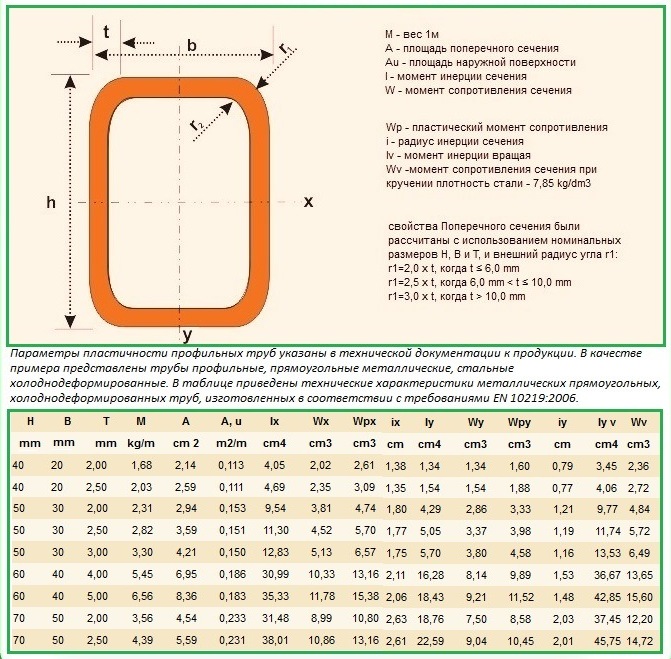
Выбирать конструкцию устройства для сгибания следует с учетом размеров и свойств материала профилей. Это связано с тем, что изделия разного диаметра и толщины стенок, а также выполненные из различных металлических сплавов, имеют разный критический минимальный диаметр изгиба.
Его значения указаны в специальных таблицах, в которых учтены все параметры труб. При сгибании профиля ниже критического значения радиуса значительно снижаются прочностные качества металла в месте изгиба.
Таблица технических характеристик:
Станок для гибки профильной трубы, изготовленный своими руками, может иметь разное устройство. Его сложность зависит от параметров трубы и ее характеристик.
Для изделий с поперечным сечением до 2–2,5 см можно использовать самые простые варианты устройства с использованием бетонной плиты или приготовленного шаблона планируемой дуги изгиба.
Для поперечных сечений профилей большего размера конструкция станка более сложная, в ней применяется способ загиба при сдавливании трубы во время прохождения через валки на подобии прокатного стана.
Рассмотрим более подробно, как изготовить такие устройства.
Упрощенные виды трубогиба
1. С помощью бетонной плиты
Для создания конструкции потребуется бетонная плита, алмазное или победитовое сверло для бетона и металлические штыри.
Изготовление устройства проводят так:
- на поверхность бетонной плиты наносят схематическую сетку с ячейками 4×4 см или 5×5 см;
- в месте пересечения сеточных линий просверливают углубления, предназначенные для металлических штырей;
- вставленные в ячейки штыри тщательно закрепляют бетонной заливкой, чтобы не допустить их выпадения под действием нагрузки от трубы.
Схема такого устройства изображена на рисунке:
Процесс сгибания профиля осуществляется таким образом:
- Труба вводится между двумя, рядом расположенными штырями, и с помощью усилия сгибается в нужном направлении. Радиус сгибания можно менять, передвигаясь по элементам штырей, расположенных по диагонали.
- Прикладывать сгибающее усилие нужно постепенно, чтобы не допустить ненужной деформации профиля. Для облегчения работы профиль можно подвергнуть небольшому нагреву.
- Сразу после деформации трубу вынимать из устройства не рекомендуют, чтобы закрепить полученный изгиб. Для надежности концы изделия временно приваривают к вспомогательному стальному прутку.
2. С помощью шаблона
Самым простым приспособлением для гибки профильных изделий, востребованным в домашнем применении, является способ сгибания по заранее приготовленному шаблону. Сгибать можно не только изделия из алюминиевых сплавов, но и стальные трубы небольших размеров.

Шаблон изготавливается из деревянных досок, имеющих толщину чуть больше диаметра (размера сечения) сгибаемого изделия. Для удобства работы доски шаблона выпиливают под уклоном в сторону плоскости стола. Сам шаблон фиксируется на столе с помощью шурупов.
Кроме него на рабочей плоскости стола на небольшом расстоянии от шаблона закрепляют упор для удержания трубы.
Видео:
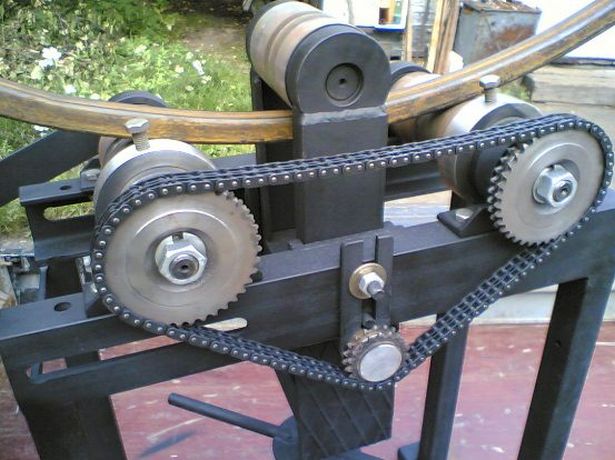
Конструкция роликового станка
Принцип действия такого станка основан на прокатке профильной трубы через движущиеся валки, в которых она под действием давления приобретает нужный изгиб. Движение происходит с помощью двух горизонтальных роликов, установленных на основании швеллера.
Самодельный станок можно сделать имея в наличии следующие детали:
- три валика, имеющие ось вращения для осуществления сгибания;
- профильный швеллер для изготовления рамы основания станка;
- цепь передачи привода;
- приводящий в движение механизм.
Порядок изготовления станка должен быть следующим:
- Сначала нужно изготовить каркасную раму из металлического швеллера. Элементы швеллера для рамы можно соединить сваркой, но для надежности конструкцию лучше закрепить болтами.
- По вертикали в центре горизонтальной станины устанавливается конструкция, имеющая форму в виде буквы П, наверху которой крепится вал с муфтой. В центре муфты вставляется шпилька, на которую приваривается ручка, а сбоку устанавливается ролик.
- Два цилиндрических валка с вращающимися роликами крепятся на горизонтальной станине основания станка на одинаковом расстоянии от центра.
- К роликам крепится цепь для приведения механизма в движение с помощью ручного привода.
Крепление валков осуществляется болтами. Для этого в швеллере просверливают прорези, позволяющие валкам перемещаться для изменения настройки радиуса сгибания.

Работа на таком самодельном станке осуществляется так:
- профильная труба вставляется на горизонтальные подающие валки;
- вращением ручки струбцина прижимает трубу третьим валком. В результате происходит деформация профиля при прохождении в этой зоне.
- первоначальное деформирующее давление изменит конфигурацию трубы незначительно, поэтому процесс протягивания через валки нужно повторять до получения нужного изгиба.
Радиус изгиба профиля зависит от расстояния между нижними цилиндрами, которое можно изменять с помощью роликов путем их перемещения и фиксации с помощью стопора.
Для такого варианта конструкции станка используют метод «горячей» подготовки изделий. Песок внутри нагретой области трубы, подлежащей изгибу, не позволяет ей деформироваться и держит форму профиля во время процесса сгибания.
Конструкции самодельных станков могут иметь разные варианты. Их устройство во многом зависят от имеющихся подручных материалов для изготовления.
Видео:
При элементарных навыках конструирования можно усовершенствовать этот вид устройства станка по своему усмотрению и сделать его применение в домашних условиях универсальным.