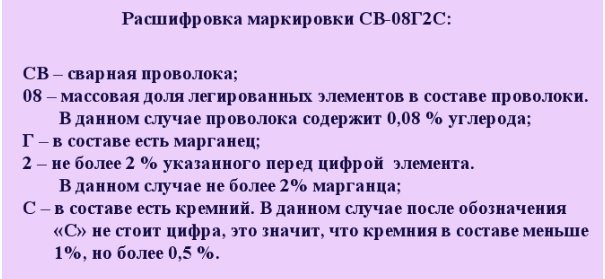
Проволока сварочная Св-08Г2С ГОСТ 2246-70 производится для разнообразных сварочных работ с узлами и деталями повышенной ответственности. Ею можно выполнять также и наплавочные работы.
Рассматриваемый сортамент может выпускаться также с поверхностным омеднением, на что указывает дополнительная буква О в обозначении материала. В ряде источников такую проволоку именуют СВ08Г2С, но это не дополнительное её легирование вольфрамом или кремнием, а лишь небольшая техническая вольность.
Состав, сортамент и свойства

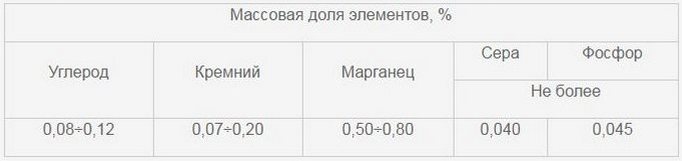
Химический состав данного материала представлен следующими элементами:
- Углеродом, в пределах 0,06…0,10%.
- Кремнием, в пределах 0,70…0,95%.
- Марганцем, в пределах 0,85…1,05% (для проволоки сечением до 1,4 мм процентное содержание марганца может увеличиваться, с согласия потребителя, до 1,65%)
- Хромом и никелем, в пределах 0,20…0,25%.
Опускаемые отклонения по химсоставу в большинстве случаев не превышают 0,02 %. Кроме того, в качестве примесей при выплавке, присутствуют в незначительном количестве также фосфор и сера. На качество конечной продукции они не влияют.
Важно, что для сварочной проволоки имеются также дополнительные ограничения на количество связанного азота, который может в больших количествах влиять на стабильность проведения сварочных операций. В частности, для данной марки действующий стандарт допускает не более 0,01% азота.
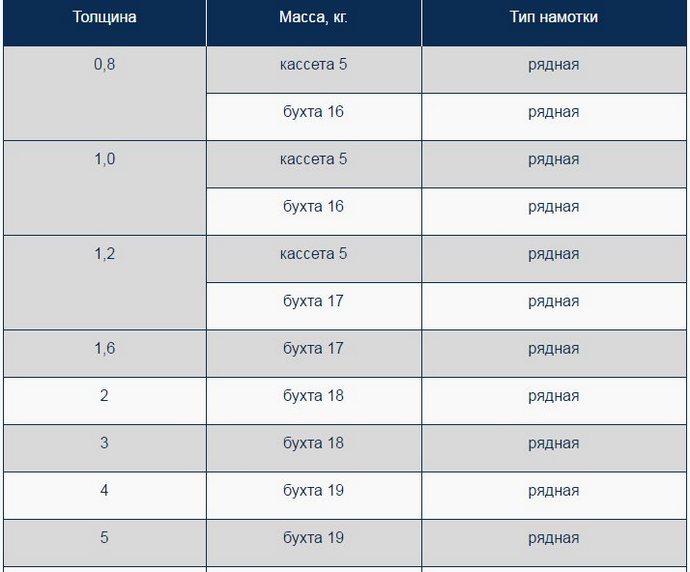
ГОСТ 2246 определяет мотки, как основное состояние поставки данной сварочной проволоки. При этом масса мотка для материала диаметром 2 мм не должна быть меньше 20 кг (при внутреннем диаметре до 600 мм), а для проволоки больших диаметров масса составляет не менее 30 кг.
Проволока может поставляться также в виде размотки на кассеты или бобины.
Технические характеристики сварочной проволоки Св-08Г2С определяются следующими параметрами, зависящими от дальнейшего применения материала (сварка или наплавка):
- Пределом прочности, МПа 882…1030 (меньшие значения относятся к сортаменту с меньшим диаметром сечения). Если проволока будет использоваться преимущественно для производства сварочных электродов, прочностные характеристики снижаются на 9…11%;
- Проволока может подвергаться термической обработке. Наиболее употребительным её видом считается закалка в масло с температур 880…920°C с последующим охлаждением на воздухе. В результате материал становится более пластичным. В частности, предел прочности снижается до 430…450 МПа, и это позволяет производить из таких заготовок электроды более сложной конфигурации;
- Какие либо поверхностные дефекты на проволоке недопустимы, за исключением поверхностных рисок (образующихся при волочении) вмятин и царапин. Они не должны занимать более 5% площади поверхности проволоки.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.

Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.
Цена сварочной проволоки Св-08Г2С возрастает при наличии в технологии её производства всех вышеперечисленных операций.
Видео:
Особые свойства
Для целей наплавки поверхность материала часто покрывают медью. Омеднённая сварочная проволока Св-08Г2С характеризуется следующими отличиями:
- Выплавку стали производят преимущественно в электровакуумных печах, при более жёстком температурном контроле процесса.
- Прокатку выполняют с более высокой скоростью, благодаря чему точность поперечного сечения проката увеличивается на 40…50%.
- Ужесточаются допуски на овальность профиля.
- Термическая обработка такой проволоки, как правило, не производится.
Процесс контактного, наиболее распространённого способа омеднения сварочной проволоки выполняется так. Поверхность исходного материала химически очищают от поверхностных загрязнений и обезжиривают.
Затем полуфабрикат опускают в раствор медного купороса и, при пропускании через него электрического тока, формируют на внешнем диаметре прочную медьсодержащую плёнку, размеры которой составляют 0,1…0,2 мм. После окончания процесса, проволоку высушивают и подвергают калибровке, в ходе которой происходит некоторое упрочнение материала.

Эффективность меднения устанавливается по коэффициенту наплавки, которым оценивается прирост массы материала от электрохимического действия тока в единицу времени. Обычно он не должен быть менее 8,5…9,0 г/А∙ч. Повышенные значения коэффициента наплавки увеличивают производительность операции, снижают потери массы в сварочном стержне, уменьшают окисление наплавляемой поверхности под воздействием высоких температур.
Омеднённую проволоку данного химического состава и свойств можно также применять:
- При формировании сварочного валика на кромках;
- Для заполнения оставшихся после сваривания зазоров;
- С целью повышения коррозионной стойкости сварного соединения.
Рассмотренная проволока широко используется как надёжный материал для обеспечения высококачественных сварных соединений. Это обусловлено оптимальным процентным соотношением основных легирующих элементов – марганца и кремния, а также благоприятной кристаллографической структурой готового сварного шва.
Зарубежными аналогами данного материала является сварочная проволока марок ER70S-6 и ER49-1.
Видео:
Расшифровка и стоимость
Цена за кг сварочной проволоки Св-08Г2С определяется объёмами поставки, диаметром сечения, наличием (либо отсутствием) поверхностного покрытия. Стоимость данного материала по стране составляет в среднем 80…100 руб/кг.