Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
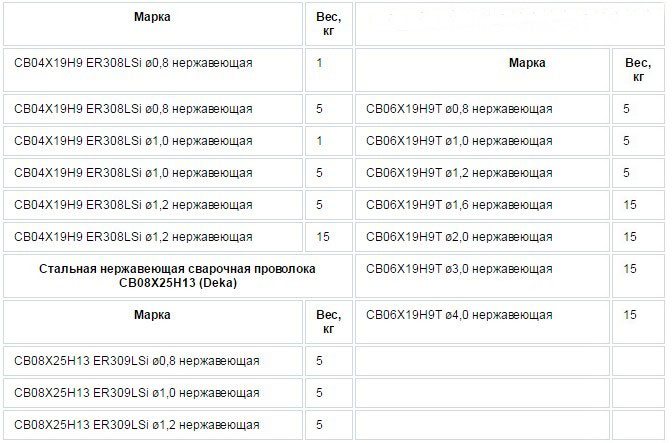
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
Средние показатели:
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
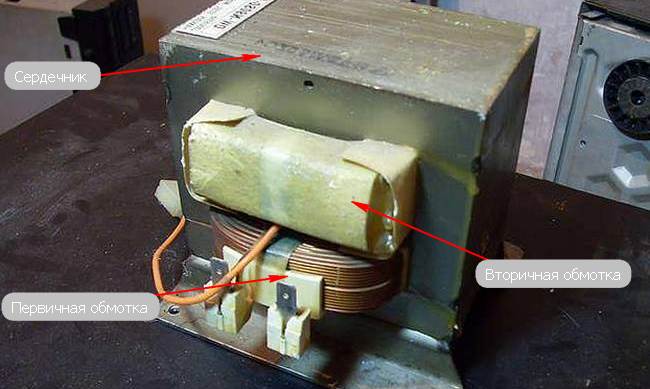
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).
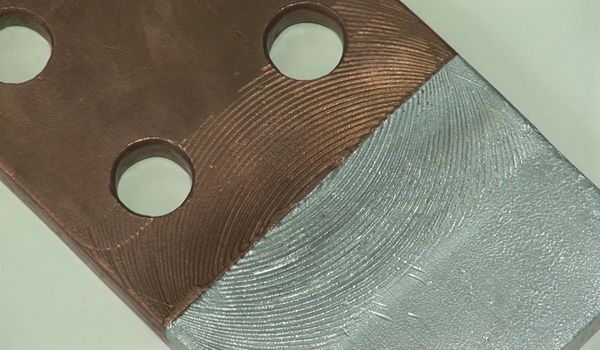
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
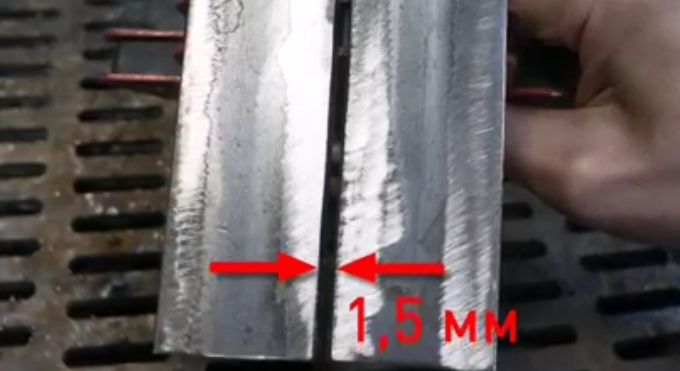
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
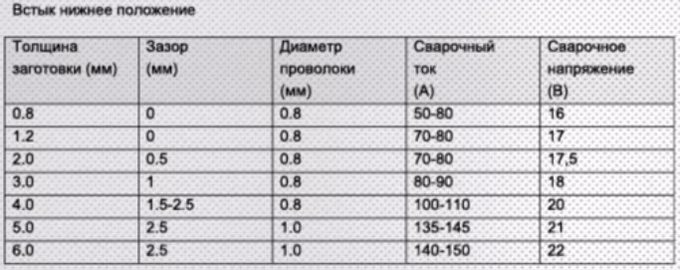
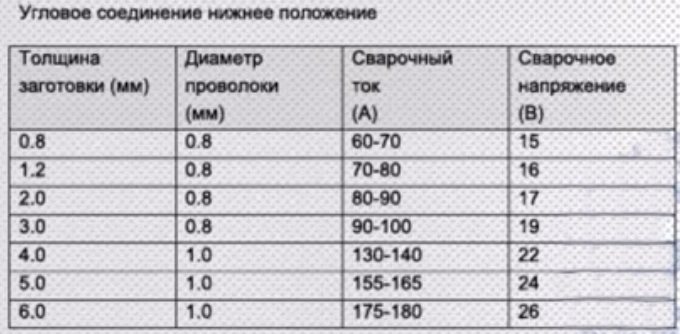
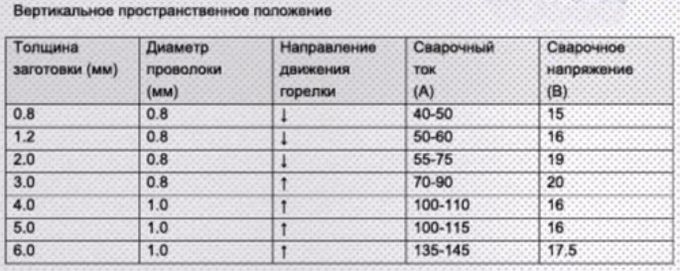
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
P.S. Прочитав статью, посмотрев таблицы и видео (для начинающих), вы освоите автоматическую технологию соединения нержавеющей стали — быстро. Удачи!