Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейка принадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Любая сталь из перечисленных, содержит в составе хрома не менее 12%, что положительно влияет на прочность и перерабатываемость.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.
Материал имеет ряд нюансов, которые следует знать:
- низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока);
- большая усадка порождает образование трещин (необходим правильный зазор между заготовками);
- потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).
Оборудование
Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
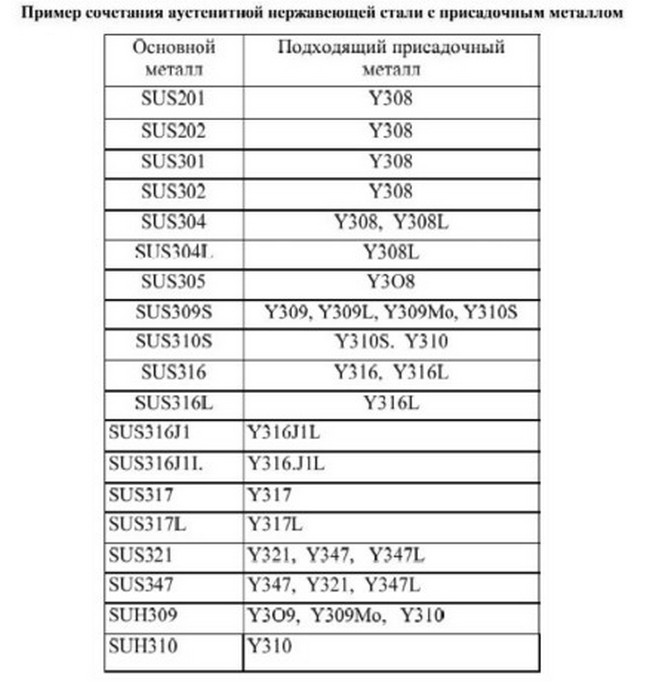
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.

Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды, при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.
![]()
При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Подготовка материала
Как вы обрабатываете низкоуглеродистую сталь, так же и кромки нержавейки очищаются и подгоняются перед сварочными работами. Очищаете стальной щеткой материал до блеска и обезжириваете любым растворителем.
Учтите нюанс — для усадки шва, сварочный стык делайте с небольшим зазором.
Знайте, не всё блестящее относится к нержавеющей стали. Проверить металл можно с помощью магнита:
- если притяжения нет, значит перед нами нержавейка;
- если материал прилип к магниту, значит — это обычная сталь.
Соединение тонкого металла
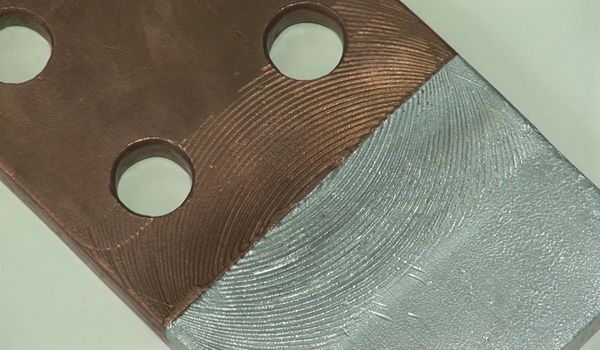
Сварка тонкой нержавейки — нюансы технологии. При таком соединении, рекомендуется под заготовки подкладывать медную пластину.
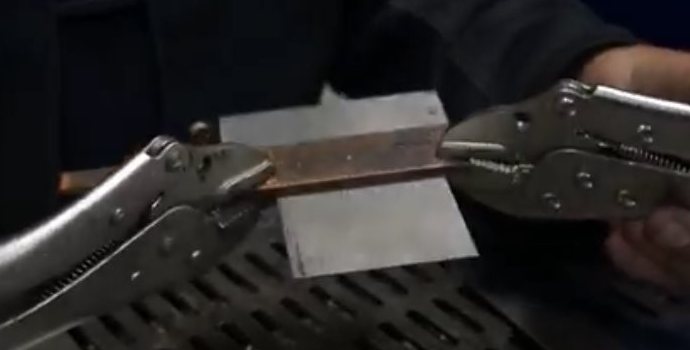
Медная пластина для комфортного соединения изделий
Которая служит для:
- защиты шва с другой стороны;
- отвода тепла;
- жесткой фиксации гибких пластин.
Правильные настройки аппарата. Сварка аргоном нержавейки толщиной 1 мм выполняется, при режиме 35-37 А и заварке кратера (DOWN SLOPE) 3 секунды. Газ после сварки (POST FLOW), можно поставить 4 секунды — этого достаточно для остывания металла.
Если кромки заготовок хорошо подогнаны друг к дружке и крепко зафиксированные, то аргоновая сварка нержавейки может выполняться без присадочной проволоки.

Варим без присадки
Видео:
Сварка труб
У нас в быту есть трубопроводы, многие сделаны из нержавеющих сталей. Соединение таких труб тоже имеет свои трудности. Технология требует качество сварных швов, что достигается газовой защитой изнутри.
Как запустить газ аргон внутрь трубы? Все просто: одну сторону трубы необходимо заглушить подручными материалами:
- бумагой;
- тканью;
- резиной;
- поролоном и т.п.
В заглушку вставить трубку для подачи газа, а конструкцию обмотать скотчем или клейкой лентой. Давление аргона на подаче выставляется небольшое (определяется опытным путем), чтобы расплавленный металл не выдувало. Такое приспособление поможет сварить трубы качественно.
Настройка аппарата для толстого металла. Аргоновая сварка нержавейки металла толщиной 3 мм требует установку тока в 65 А, заварку кратера — 3 сек., газ после сварки — 4 сек.
Режим Pulse
Кроме основных настроек используемых в аргонодуговых аппаратах, сейчас появилась ещё одна функция — это Pulse. Настройка позволяет сваривать тонкий и толстый металл в разных пространственных положениях. При сварке нержавейки импульсный режим снижает тепловложение.
Чтобы переключиться в этот режим — на аппарате необходимо включить кнопку Pulse. А другими регулировками выставить нижний и верхний предел тока, скорость импульса (Гц) и баланс тока.
Как правильно варить нержавейку
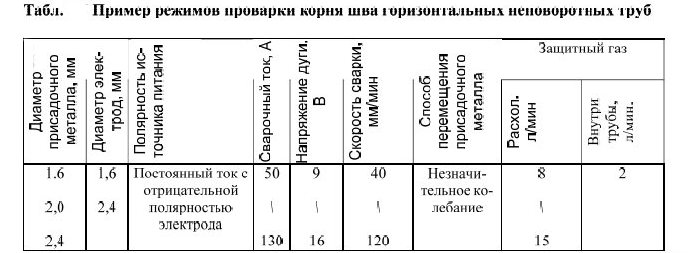
В начале работ делайте хорошее наложение первого слоя (проварку корня шва). После завершения, простукайте молоточком по шву и очистите мусор щеткой. Далее восстановите антикоррозийные свойства с помощью травления SE пасты. Через 20 минут остатки пасты смываем водой. Всё, ваше сварное соединение защищено от коррозии.
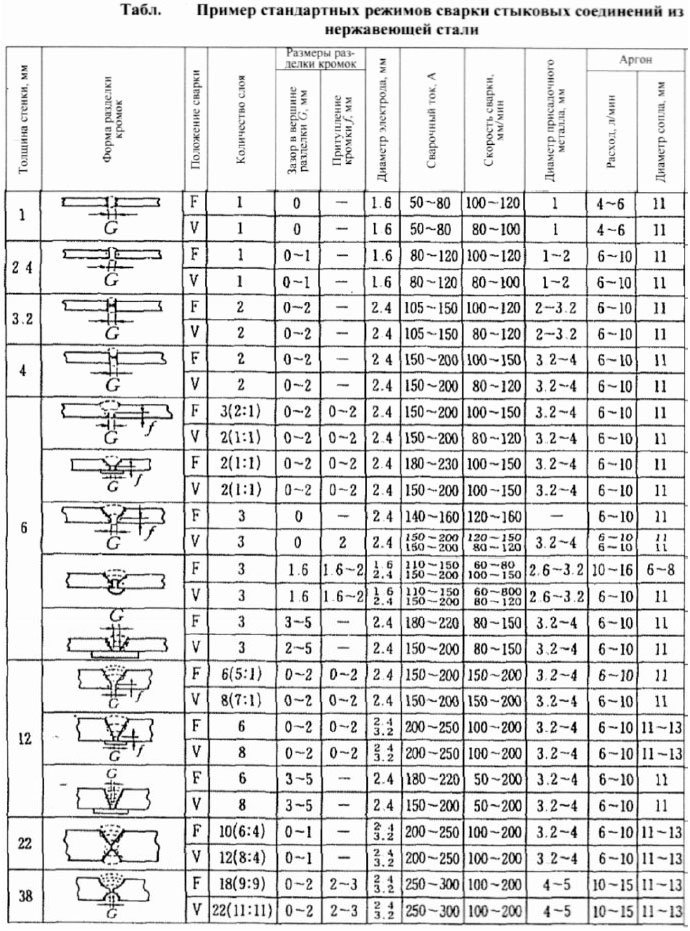
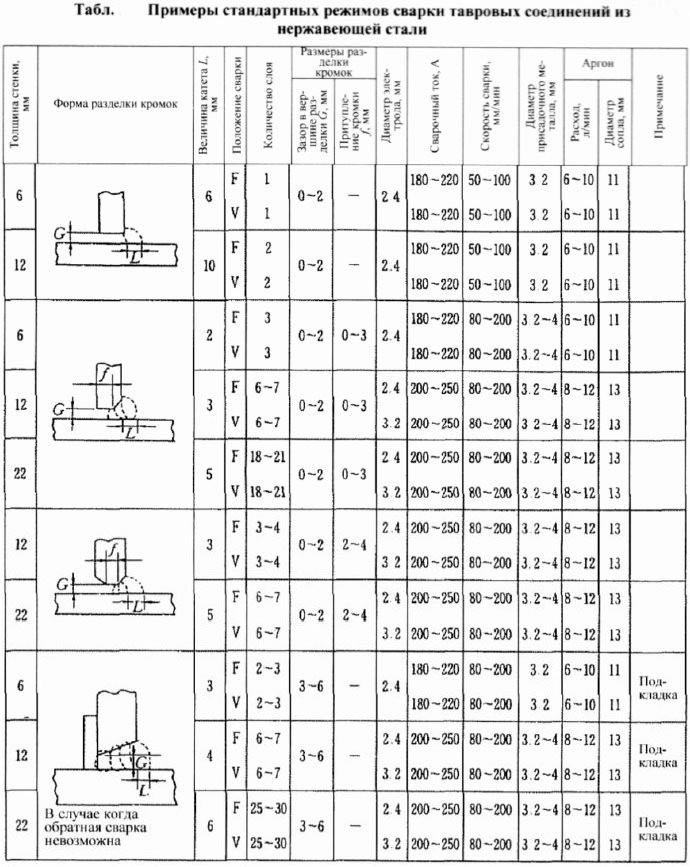
В таблицах ниже, разные режимы соединений, изучаем и берем на заметку:
Устали от текста, просматриваем видеоролик:
https://www.youtube.com/watch?v=ncDTgPVAxYA
Варим нержавейку с инородным металлом
При необходимости сварки нержавеющей стали с другим материалом (мягкая и низколегированная сталь), применяйте присадочный пруток с никелем и хромом. Со следующей маркировкой:
- Y310;
- Y310S;
- Y309;
- Y309L;
- Y309Mo.
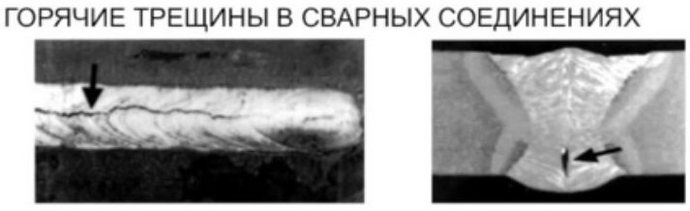
Эти присадочные материалы уберегут от горячих трещин, при выполнении работ.
Стоимость сварки нержавейки аргоном по стране начинается от 10-20 рублей за 1 см. Цены отличаются от региона и прейскуранта фирм выполняющих подобные услуги.
Сварка полуавтоматом (MIG)
Сварка нержавейки полуавтоматом в среде защитного газа нашла широкое распространение во всех отраслях. Процесс происходит так: проволока выполняющая роль присадки и электрода автоматически подается в зону сварки.
На качество соединения влияют правильные настройки: скорости подачи проволоки, расхода газа и ток.
Итак, как варить нержавейку полуавтоматом в среде газов. Существует 3 метода:
- техника короткой дугой;
- струйный перенос;
- импульсное соединение.

Короткая дуга применяется для тонких пластин металла, струйная технология для сварки толстых изделий. Импульсная техника подходит для неопытных сварщиков.
Оборудование и материалы:
- источник тока с устройством подачи проволоки;
- специальная проволока с покрытием;
- горелка в сборе (хорошо иметь запас наконечников);
- клемма земли;
- баллон высокого давления с измерителем расхода;
- маска и перчатки.
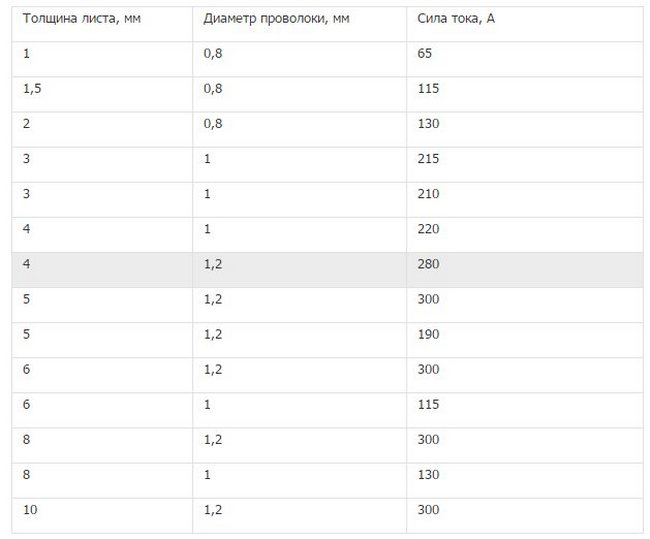
В таблице, приведенны настройки силы тока, диаметр проволоки исходя из толщины листа.
Перед сваркой откусите лишнюю проволоку (отрегулируйте вылет электрода), опустите горелку к металлу удерживая её одной рукой, второй поддерживая, нажмите кнопку.
Вначале сварки горелку держите близко к металлу, при заполнении металлом зазора, отодвиньте горелку. Но, далеко не отодвигайте.
Изменяя настройки аппарата и тренируясь, вы постепенно овладеете сварочной техникой. Изучайте шов, можете даже его поломать, чтобы посмотреть изъяны.
Вы делаете неправильно, если:
- края не приплавленные, а нависают над металлом — малая скорость перемещения;
- шов выпирает, не растекается по сторонам — варите слишком быстро;
- излишнее разбрызгивание — велико напряжение.
Некоторые рекомендации сварщиков по сварке полуавтоматом в среде защитных газов:
- состав газовой смеси должен быть из 70% углекислоты и 30% аргона;
- расстояние от сопла до металла 7-13 мм;
- вылет проволоки 6-9 мм;
- следите за чистотой выхода проволоки;
- расход защитного газа 6-12 куб.м/мин;
- при дефектах сварки, проверяйте клемму земли;
- избегайте большого наклона горелки;
- не делайте слишком толстый шов;
- одновременно меняйте настройки скорости проволоки и напряжения.
Смотрите видео, подробная инструкция по настройке оборудования и сварке полуавтоматом:
P.S. Теперь вы знаете, как выполняется сварка нержавейки аргоном. Многое познается только практикой, методом проб и ошибок. Удачи!


Нержавейку нужно проверять раствором медного купороса. На зачищенную наждачной бумагой поверхность металла нанести ватным тампоном немного раствора медного купороса(желательно растереть), если место нанесения начнёт менять цвет, становится розовым(выделение меди), то перед вами не нержавейка. Нержавейка не реагирует на медный купорос. Есть сорта нержавеющих сталей которые магнитятся, поэтому проверять магнитом не получится.
Статья хорошая . Могу добавить что сварку лучше применять аргонно-дуговую. Никаких обычных электродов и полуавтоматов . Аппарат обычный без пульса но со спадом тока . Такие аппараты как сварог бирма работают со спадом в режиме 2T . Некоторые только в 4T . Обратите внимание на этот факт при выборе инвертора . Остальное дело опыта. 0,8 без пульса варится без проблем .