Проехав с ветерком по бездорожью, вы в очередной раз повредили диск на автомобиле.
В голове пронесся рой мыслей: что делать, можно ли заварить дорогую сердцу деталь машины или придется покупать обнову?!
Сварка дисков аргоном поможет решить эту проблему! Аргонодуговой метод устранит скол, трещину на литом материале и даже восстановит расколотое пополам изделие.

Можно обратиться к профессионалам, которые быстро и качественно выполняют ремонт дисков. Правда цена на услуги не маленькая, например для Москвы:
- стоимость сварочного шва за 1 см — 150 рублей;
- в 300 рублей за 1 см обойдется наплавление борта диска внутри;
- 400 рублей — наплавление борта с внешней стороны.
В целях экономии, отреставрировать изделие можно самостоятельно в гаражных условиях.
Подготовка диска к сварочным работам
В подготовку входит: снятие оксидной пленки, краски, нарезка фасок. Зачистить и подготовить кромки можно с помощью болгарки с установленным тонким диском на 1 мм и фрезами.
- Продольную трещину нужно прорезать насквозь;
- Поперечную прорезать с небольшим раздатием.

Нарезка кромки для поперечной трещины
V-образная разделка трещин выполняется для тонкого металла, а Х-образная для толстого. Концы трещин рекомендуется засверливать для снятия напряжения в металле. Правильно подготовленные кромки поспособствуют лучшему провару детали.
При отсутствии небольшой части боковой кромки (борта), место облома тоже зачищается болгаркой.

Отсутствует кусок борта
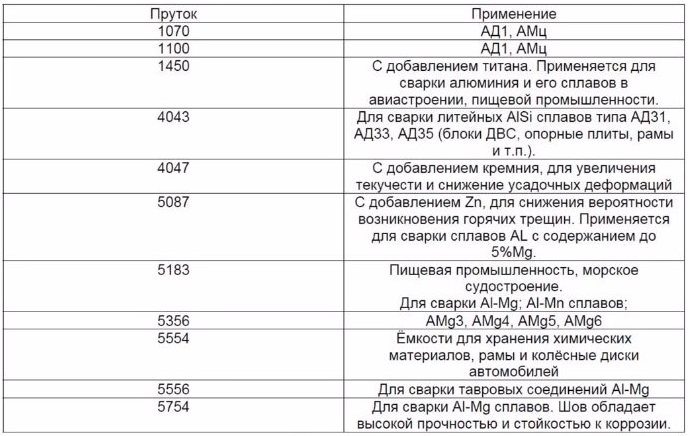
Присадочный материал подбирается по составу диска. Например:
- если диск лопнул, значит в его составе много кремния — берется кремневая проволока;
- если погнуло — в составе преобладает магний.
Представляю вашему вниманию таблицу с номерами прутков и их применением:
Технология соединения
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.

Процесс восстановления куска борта
При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
При больших объемах наплавки, лучше использовать импульсный режим.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.

Подготовка внешних трещин
Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
При очистке могут выявиться места с малым количеством наплавленного присадочного материала. Для устранения дефектов, нужно повторить наплавку.
Советы сварщиков:
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
https://www.youtube.com/watch?v=fZVnOL6VXn8
Ремонт диска с сильной деформацией
Когда набьете руку на простых трещинах и сколах, только тогда можно браться за сложные вещи. Например, при сильном повреждении борта диска — сварка литых дисков аргоном тоже поможет в ремонте.

Сильное повреждение
Сначала нужно удалить непригодную часть, неподлежащую ремонту и восстановить конфигурацию борта.
Поиск донора, найти другой диск схожий по составу, диаметру и геометрии борта. Отрезать аналогичный кусок от донора и подогнать к нашему.

Подгонка вставки
Вставку приварить аргонодуговой сваркой и восстановить геометрию борта гидравлическим прессом. Также в домашней мастерской необходим токарный станок. Который поможет вывести с микронной точностью окружность отремонтированного изделия.
P.S. Аргоновая сварка дисков всегда будет востребованной. С нашими дорогами, прибыль у вас будет постоянно.