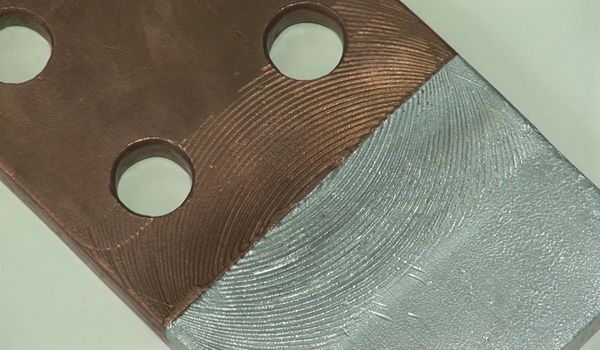
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления 880 — 950° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.

Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Аргонодуговая технология
Чтобы соединить латунное изделие, нужно выполнить, при необходимости — разделку кромок. Фаски снимают под углом 20-35 градусов, избегая остроты кромок.

Далее материал защищается и обезжиривается от окислов (например, азотной кислотой). Сварка латуни в домашних условиях требует наличия респиратора для защиты от паров цинка. Потому что будет много дыма, вони — нужна хорошая вытяжка и изоляция дыхания.
Реставрация изделия производится с помощью TIG аппарата с вольфрамовым электродом и присадочного прута, который подается рукой сварщика.
Присадки:
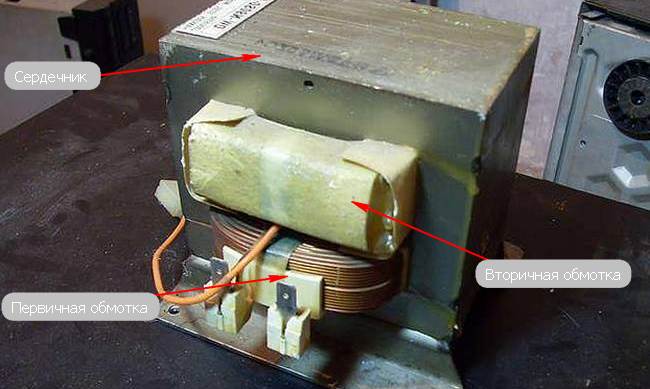
- латунная кремнистая проволока в составе 0,5% кремния;
- медная проволока;
- прутки из бронзы БрКМц-3-1;
- офлюсованный латунный пруток фирмы Radnor (цвет получается интендичный изделию).

Если для присадки берется аналогичный по составу кусок материала, то после сварки требуется тщательная очистка нагара и шлифовка шва для придания одинакового цвета всему изделию.
Сварочный шов выполняется в один слой. Соединение лучше производить отдельными точками (валиками), с перехлестом.
Настройки аппарата зависят от инструкции каждой модели и подбираются опытным путем. Ток нужно выставлять небольшой для хорошего проплавления.
Лучше сначала потренироваться на подходящем ненужном куске материала. И только потом, набив руку и выставив правильные настройки аппарата браться за изделие предназначенное для сварки.
Может случится так, что все попытки пристыковать детали окажутся тщетными. Расстраиваться не стоит, просто вам достался самый дешевый металл, с большим содержанием цинка.
Видео: соединение латуни аргоном.
P.S. После сварки, изделие можно покрыть дорогим лаком, чтобы латунь не окислялась.