Интересуетесь, какие существуют электроды по алюминию для электродуговой сварки и в среде защитных газов? Расскажем про промышленные и самодельные стержни!
Какими электродами сваривают алюминий
Плавящиеся покрытые стержни:
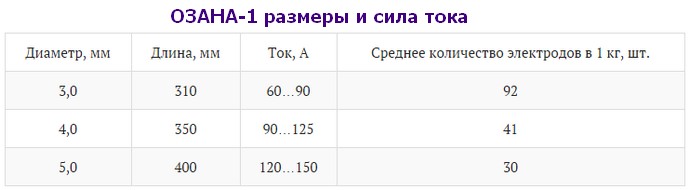
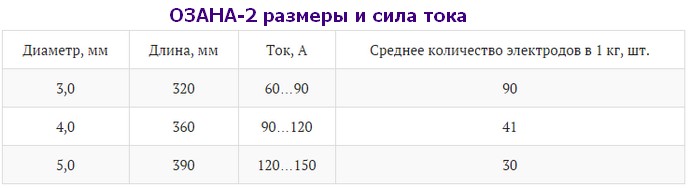
- ОЗАНА-1 и ОЗАНА-2;
- ОЗА-1 — ОЗА-2;
- УАНА;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ALUMIN-351N;
- ZELLER 480;
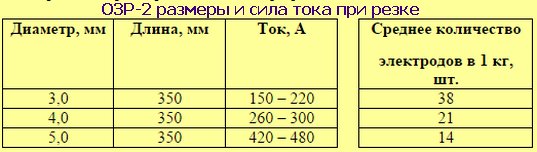
- ОЗР — ОЗР-2 использовать лучше для резки металла.
1) ОЗАНА-1, ОЗА-1, ESAB 96.10 применяются для наплавки и сварки чистых сплавов алюминия с предварительным нагревом металла. Процесс происходит на постоянном токе обратной полярности. Шов имеет коррозийную стойкость.
2) ОЗАНА-2, ОЗА-2, ESAB 96.50 сваривают сплавы кремнистые (силумин), АЛ4, АЛ9, АЛ11, пригодны для литья. Постоянный ток обратной полярности. Стержни нуждаются в прокалке, а металл в подогреве.
3) УАНА (солевое покрытие) для алюминиевых литейных сплавов АД00, АД0, АД1, АД, АМц.
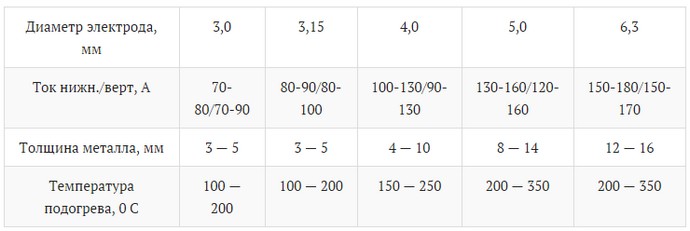
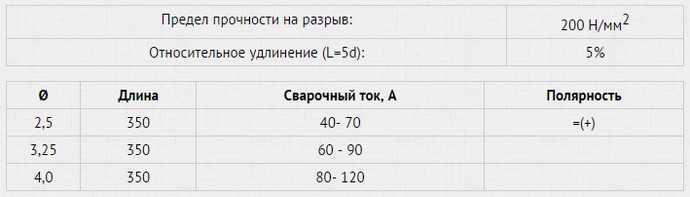
Режимы эксплуатации УАНА
4) Capilla ALU 60/12 Si спецпокрытие для соединения алюминиево-кремниевых сплавов (Al-Si, Al-Mg-Si, Al-Si-Mg-Cu). Цена 2 350 рублей за упаковку 2 кг, диаметр стержней 2,5 мм.
Capilla ALU 60/12 Si
5) Электроды для алюминия Aluminil Si 12 со специальным белым покрытием для соединения деталей, где требуется совпадение цвета. Ремонтируют трубы, окна, мебель, детали автомобилей. Литые сплавы с содержанием Si-а до 12% — AlSi 12 (Cu), AlSi 10 Mg (Cu), AlSi 6 Cu 4. Металл толще 15 мм подогревают перед сваркой от 150 °C до 250 °C.

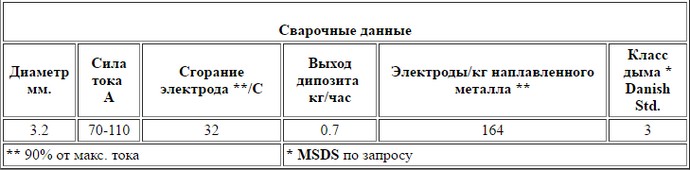
Характеристики Aluminil Si 12
6) EAL 4047 для соединения алюминиевых сплавов:
- Al Si 12 (алюминий-кремний);
- Al Si 12 (Cu);
- Al Si 10 Mg (алюминий-магний-кремний);
- Al Si 10 Mg (Cu);
- Al Si 6 Cu 4.

EAL 4047
7) ALUMIN-351N для восстановления турбин, штреков, крышек, поршней, труб толщиной более 2 мм. Свариваемые материалы:
- Al Si 5 Mg (3.2341);
- Al Si 10 Mg (3.2381);
- Al Si 10 Mg (Cu) (3.2381);
- Al Si 12 (3.2581);
- Al Si 12 (Cu) (3.2583);
- Al Si 11;
- Al Si 9 M g;
- Al Si 9 Cu 3;
- Al Si 7 M g;
- Al Si 6 Cu 4.
ALUMIN-351N
8) ZELLER 480 с улучшенным покрытием для электродуговой сварки и наплавки алюминия, силумина, дюралюминия. Применяется для устранения дефектов литья и ремонта блоков двигателей, картеров и т.п.

9) ОЗР-1 и ОЗР-2 для резки на повышенных режимах с наклоном стержня в противоположную сторону. Движения электрода возвратно-поступательные: сверху-вниз или вперед-обратно. Прокалка изделий 1 час, при температуре 170 градусов.
Электроды алюминиевые быстро поглощают влагу, хранить их лучше в сухих местах.
Вольфрамовые электроды для сварки алюминия (неплавящиеся):
- WP с зеленным наконечником;
- WZ-8 с белой маркировкой;
- WL-15 (цвет золотистый);
- WL-20 (маркировка синяя),
Статьи по теме: марки и заточка вольфрамовых электродов и сварка алюминия аргоном.
Для полуавтоматов применяют проволоку MAL 4047, ER 4043, ER 5183, ER 5356.
Цена на стержни описанные выше приличная и домашние «кулибины» делают самодельные электроды для сварки алюминия. В домашних условиях, сделать своими руками стержни — не сложно. Рецепт изготовления прост:
- взять алюминиевую проволоку 3-4 мм, порезать на куски 300-350 мм, зачистить шкуркой;
- измельчить мел, соединить с жидким стеклом (силикатный клей), перемешать до состояния пасты;
- нанести смесь на приготовленные куски слоем 2 мм, просушить.
Проволока погружается в раствор обмазки вертикально, с оставленным чистым концом длиной 30 мм. Самодельные стержни подвешиваются для просушки.
Как варить алюминий электродом
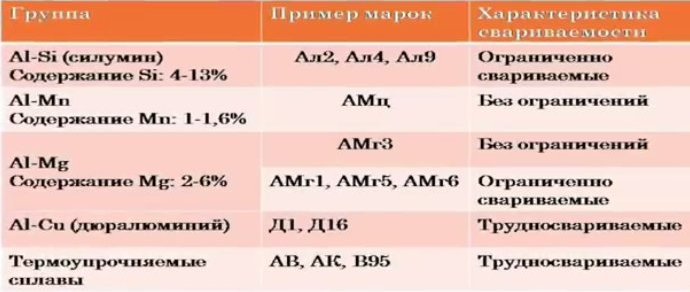
Алюминиевые сплавы имеют различную свариваемость, из-за присутствия в них легирующих элементов разной концентрации. Таблица поможет определить легко и трудносвариваемые группы материалов.
При толщине металла более 5 мм, сварка алюминия электродом выполняется с разделкой кромок. V-образная канавка делается со скосом 45-60 градусов, а технологический зазор между заготовками 1-2.5 мм, исходя от толщины свариваемых элементов.

Изделия подвергаемые сварке нуждаются в просушке (подстраховка от пористости шва), а электроды в прокалке по инструкции завода-изготовителя.
Подготовленные кромки обезжириваются ацетоном или растворителем.
Электросварка алюминия электродом выполняется под прямым углом (без наклона стержня), короткой дугой.

У толстого металла, место соединения подогревается до температуры 150-200 градусов.
Технология выполняется инвертором на постоянном токе обратной полярности (положительный полюс на электроде, отрицательный на детали).
Необходимые сварочные принадлежности:
- источник тока для ручной дуговой сварки;
- металлическая щетка для очистки оксидной пленки;
- молоток для удаления шлаковой корки;
- сварочный щеток;
- электроды;
- краги.
Если у кого нет, чего-либо из описанного оборудования, то поспешите в магазин за покупками.
Описание процесса
Возьмем для примера, материал толщиной 10 мм. Нарезаем кромки под углом 45 градусов. Газовой горелкой делаем просушку и подогрев кромок деталей, предварительно обезжирив их.

Газом греем изделие до 200 градусов
С помощью зажимных приспособлений устанавливаем пластины с зазором 1 мм и щеткой удаляем оксидную пленку.
Абразивный инструмент нельзя применять, частицы абразива попадут в вязкий слой алюминиевого сплава и вызовут дефекты сварного шва.
После зачистки выполняем сварку сухим электрод, диаметром 3 мм. После каждого прохода, удаляем шлак молотком. Соединение по шлаку не допускается.
При соблюдении технологических рекомендаций, получается прочное соединение.
Видео:
P.S. Мы познакомились с марками электродов для алюминия и технологией соединения.